

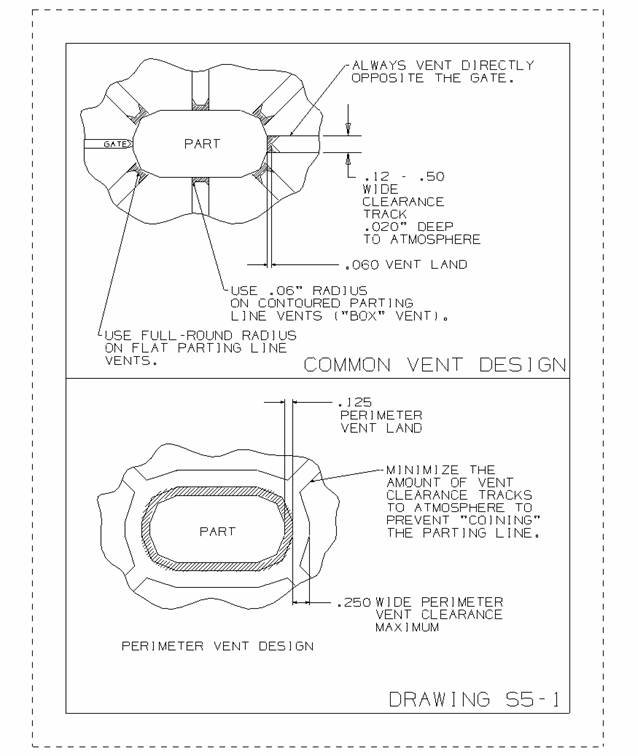
1) Vent land will be .06”. The vent clearance can be .12” - .50” wide x .02”
deep (refer to drawing S5-1) and are always routed to atmosphere. Vents are normally ground. Milled vents must be polished.
2) Perimeter vent land should be .125” minimum to .250” maximum.
3) Always vent directly opposite the gate and at all runner ends/cold well slugs.
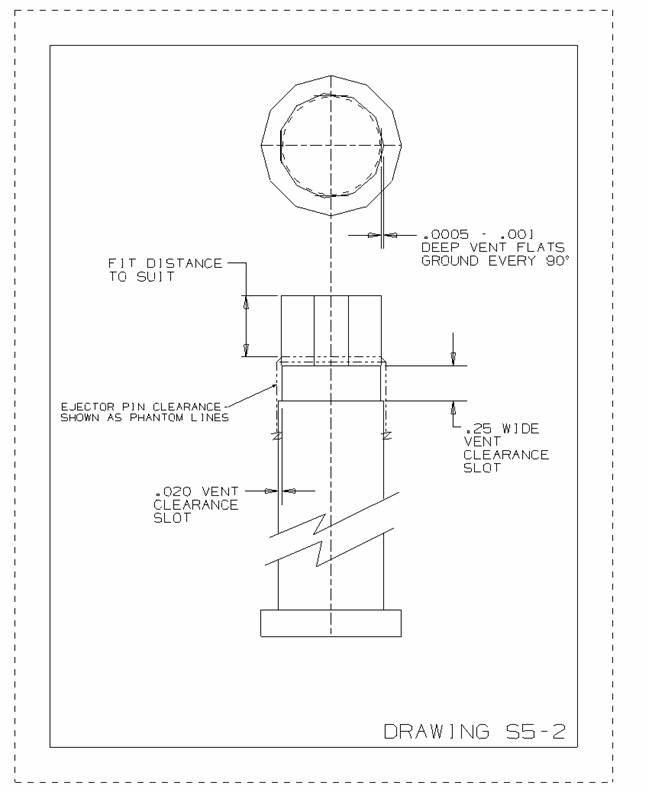
4) Ejector pin vents are sometimes necessary. Refer to drawing S5-2 for ejector pin vent design guidelines.
5) Common vent depths (INCHES):
ABS-------------------------------------- .001 - .0015
ACETAL-------------------------------- .0005 - .001
ACRYLIC-------------------------------.0015 - .002
CELLULOSE ACET, CAB-----------.001 - .0015
ETHYLENE VINYL ACET.---------.001 - .0015
IONOMER------------------------------.0005 - .001
LCP---------------------------------------.0005 - .0007
NYLON----------------------------------.0003 - .0005
PPO/PPS (NORYL)--------------------.001 - .002
POLYCARBONATE------------------.0015 - .0025
PET, PBT, POLYESTERS------------.0005 - .0007
POLYSULFONE-----------------------.001 - .002
POLYETHYLENE---------------------.0005 - .0012
POLYPROPYLENE-------------------.0005 - .0012
POLYSTYRENE-----------------------.0007 - .0012
HIGH IMPACT POLYSTYRENE---.0008 - .0012
PVC (RIGID)----------------------------.0006 - .001
PVC (FLEXIBLE)----------------------.0005-.0007
POLYURETHANE---------------------.0004 - .0008
SAN---------------------------------------.001 - .0015
T/P ELASTOMER----------------------.0005 - .0007


Injection Mold slide lifter standards
Injection Mold runner standards
Injection Mold cooling standards
Injection Mold venting standards
Injection Mold Ejector System standards standards
Injection Mold component standards
Injection Mold Hydraulic and Pneumatic standards
Injection Mold Design Check standards
Injection Mold Steel Grades standards
Injection Mold inspection standards