
Definition
Overpacking is when extra material is compressed in one flow path while other flow paths are still
filling.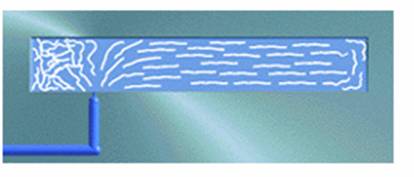
Overpacking
Overpacking occurs when the easiest (shortest/thickest) flow paths fill first. Once this flow path has
filled, it will still be under pressure as extra plastic is injected into the cavity to fill the remaining flow paths. This pressure
will push more material into the already full flow path, causing it to have a higher density and lower shrinkage than other regions.
The overpacked fill path will have frozen under pressure, so stresses will be frozen in.
Note: The key result used to identify overpacking is the fill time result. Display the fill time at
100% fill and look for any flow paths that do not finish at the same time as the first pat
In the above diagram, the white lines represent the polymer molecules. Note that the flow paths are not
balanced and overpacking will occur in the left of the model.
Overpacking generally occurs in sections with the shortest fill time. It can cause a range of problems
including warpage due to non-uniform shrinkage, increased part weight due to wasted material and non-uniform density distribution
throughout the part.
What to do
To solve problems caused by overpacking, balance the flow paths.
Thicken or thin parts of the model to act as flow leaders or deflectors.
Move the injection location to a position that will define similar length flow paths.
Divide the cavity into imaginary sections, and use one injection location for each section.
Remove unnecessary gates.



Injection Molding air trap issue and solution
Injection Molding brittleness issue and solution
Injection Molding burn issue and solution
Injection Molding crack issue and solution
Injection Molding delamination issue and solution
Injection Molding dimensional variation issue and solution
Injection Molding discoloration issue and solution
Injection Molding excessive part weight issue and solution
Injection Molding fish eye issue and solution
Injection Molding flash issue and solution
Injection Molding follow line issue and solution
Injection Molding hesitation issue and solution
Injection Molding high volumetric shrinkage issue and solution
Injection Molding jetting issue and solution
Injection Molding overpacking issue and solution
Injection Molding racetrack effect issue and solution
Injection Molding short shot issue and solution
Injection Molding sink mark and void issue and solution
Injection Molding unbalanced flow issue and solution
Injection Molding underflow issue and solution
Injection Molding warpage issue and solution
Injection Molding weld and meld line issue and solution